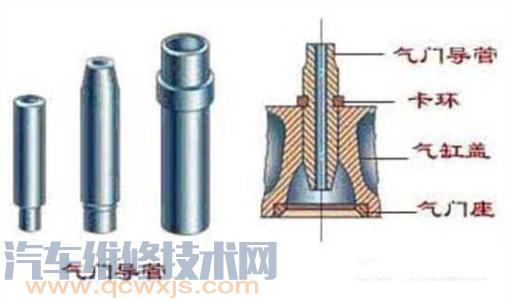
气门导管压装在发动机的气缸盖上,对气门的 运动起导向作用,保证气门做直线运动,使气门能够 准确地落在气门座上。在上述过程中,气门导管承受气门杆的侧向压力,气门导管是发动机的一种易损零件,在发动机大修时, 一般都要更换气门导管。

1.气门导管的常见故障表现
(1)与气门杆的配合间隙过大。
气门导管与气 门杆正常的配合间隙为:进气门0.03〜0.08mm,排 气门0. 05 -0.0mm,允许不修值为0.15 ~0.20rmri。导致气门导管与气杆配合间隙过大的原因,主要是润滑不良以及空气滤淸器过滤效果不好。
气门导管内孔间隙过大的危害是明显的,一是气门室内的机油在进气行程时被吸人燃烧室,导致机油消耗设增加和气缸积炭。
二是气门在导管中摆动冲击,使气门出现不均匀磨损,进而引起气缸漏气。
气门导管间隙的测量方法是:
将气门从导管中提起15mm左右,用百分表的触头抵住气门头部的边缘,然后前后左右晃动气门头,百分表的读数的一半就是其间隙值。
(2)安装不到位
通常的情况是气门导管上端伸出气缸盖上平面过多,引起顶坏气门传动机构等故障。
(3)气门导管破裂。
气门导管的材料是铁基粉 末冶金或者铸铁,当出现运动千涉,受到强力冲击 时,气门导管容易发生破碎。
气门导管坏案例
气门导管与其安装孔之间有1%〜2%的过盈量呈,压装比较困难,因而有的修理人员将气门导管压装到一定程度就了事,由此引发种种故障。
一台295型柴油机,更换了气缸盖,使用不久便出现金属敲忐声,排气管冒黑烟,最后自行熄火。拆开检查,发现排气摇臂折断了。几次更换排气摇臂, 故障始终不能排除。锻后才发现,第一缸排气门的 气门导管比其他气门导笆高,在排气摇臂打开排气门的过程中,气门弹簧盖板与气门导管上端相撞,第一缸排气摇臂因反复承受额外作用力而折断。将该气门导管装到位后,故障被排除。
2.拆装气门导管的技术要领为此,拆装气门导管应当掌握以下技术要领:
气门导管壤入气缸盖的深度是一个很重要的技术指标。如果气门导管伸人气道过多,会增加进气和排气的阻力,特别是在发动机髙速运转时,阻力会急剧上升;如果气门导管伸入气缸盖过少,则容易引起气门导管与气门弹簧盖、气门摇臂等零件的运动干涉现象。
(1)气门导管拆卸
先用深度游标尺(或钢尺)测带原来气门导管上端伸出气缸盖上平面的尺寸,并且记录下来。然后采用专用工具拆卸,如果缺乏专用工具,可以找一个相应的冲头,该铳头带有台肩,其直径小于气门导管外径约1.5rmn,然后用手锤从压入气门导管相反的方向用力,小心地将气门导管压出来,尽量不要伤及气缸盖。
(2)气门导管安装
①首先检查新气门导管的外径
装配过盈量应控制在1%(95系列柴油机约0.3mm)。如果过盈最太大,可能引起气缸盖变形甚至开裂。
②使用专用工具压人气缸盖。
请注意:气门导管的外圆设计成大倒角,甚至有锥度,应当使气门导 管的小头或倒角较大的一头向下,这样比较容易对中安装。压入后,应检查气门导管的内径是否已经缩小,必要时铰修内孔。
③必须安装到位。
气门导管基本到位后,用深 度游标尺检查气门导管上端伸出气缸盖上平面的尺 寸,这一尺寸必须符合《使用说明书》的规定(如 S195型柴油机规定为20mm,495A型柴油机为 12mm),并且要求各气缸的气门导管的高度一致。 如果这一尺寸过大,蒞要继续压人,直到符合规定为 止。
3.对气门导管进行适当改进
有的单缸柴油机容易发生排气门卡死的现象, 造成柴油机无法启动和正常工作。排气门卡死的根 本原因,是气门杆润滑不良,由积炭所引起。为了防 止排气门卡死,除了在使用环节上要保持发动机良 好的技术状态以外,还可以从结构上采取以下措施, 效果不错。
(1)适当扩大气门导管的内径
用户反映,S1100型等单缸柴油机容易发生排气门卡死现象。分析卡死的具体形态,卡死部位大多数发生在气门头与气门导管的端部。为此,可以在从端部起lOnun的范围内,将气门导管的内径在原有基础上扩大0.5 ~ 1.0mm。这样,既不影响对气门杆的导向,又能够消除气门杆卡死的故障。
(2)在气门导管上钻孔
为了克服S195等卧式柴油机气门杆与气门导管之间润滑不良的毛病,可以在距离气门导管上端 约8mm处、靠近机油压力指示器一侧钻一个直径为 2mm的小孔(只需钻透一侧导管壁),再用4mm钻头将孔口扩大成为喇叭形,深度达到气门导管壁厚的一半即可,其目的是让从机油压力指示器根部小孔喷出的机油容易溅到喇叭口,并且能够顺利地流入气门导管的摩擦内表面。